kamdhenu PAS 10000
Kamdhenu, one of the largest TMT producers in India, is the first company in the country to introduce PAS 10000, a state-of-the-art power alloy steel product, to redefine the construction scenario in the country. PAS 10000 is BIS and international quality standards compliant and is suitable for making highly durable 10000 PSI concrete. The alloy in it lends it superb corrosion-resistant properties and anti-degradation properties. Moreover, it being alloy steel should not be compared with normal mild steel TMT bar, as the unique properties of PAS 10000 is achieved by adding alloying elements in a certain ratio. Further, the 360 degree locking technology gives it optimum stability and most effective earthquake resistance and it also comes with innovative ribs for ultra-strong grip with concrete.
Latest Technologys Competition
Kamdhenu PAS 10000 is produced in the ultra modern plant under close supervision of our frontline metallurgists and engineers. The latest technology, spacious billet yard for castwise stacking of billets, reheating furnace, pre-finishing & finishing mill, continuous shear, cold shear to cut bars and the latest TMT facilities are the features of the Kamdhenu plant. Each lot is tested through a rigorous process so that buildings get higher strength in different geographical conditions.
Scientifically Researched World Class Features
Although steel & concrete are two different materials, they have to behave as a single unit in a reinforcement structure. This happens when the concrete grips steel rebars to form the strongest bond.
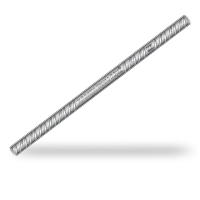
Kamdhenu PAS 10000 has a unique innovative rib pattern for ultra-strong grip with concrete in terms of greater rib depth/height and closer rib spacing at different angles. The CNC notch cutting ensures uniform rib pattern which allows uniform bonding with concrete in the entire structure. Kamdhenu PAS 10000 is superior to ordinary rebars due to its uniformity, critically designed ribs, fatigue strength & ductility. Moreover, meticulous testing throughout the steel making & rolling process is conducted to ensure that quality standards are maintained.
Power Alloy Steel Fortified Steel for Fort-like strong buildings
Alloy Steel is made when a variety of alloying elements are alloyed with steel in certain composition to improve its mechanical properties. These alloying elements are added to produce specific properties that are not found in regular Carbon Steel.
Kamdhenu Power Alloy Steel is high grade steel that is alloyed with high value alloying elements like Chromium, Cobalt, Manganese, Molybdenum, Nickel, Tungsten, Vanadium etc. These elements are added in varying proportions and combinations to optimally increase certain desirable properties in TMT Rebars such as hardness, corrosion resistance, strength and ductility.
When an alloying element is added, it is combined with carbon and it makes a secondary precipitate, i.e. Alloy Carbide. Whenever there is a load on a building and steel is subject to beyond proof-stress then the Iron Carbide atoms get dislocated and the vacant place is occupied by Alloy Carbide which is very hard in nature. This increases the plastic region of steel, i.e. increases the tensile strength of the steel, reduces the earlier fracture of steel in a building and increases the safety factor of the building. The load-bearing capacity of PAS 10000 is 28% higher as compared to normal steel. The addition of the micro-alloying elements makes the structure stronger and safer in earthquake prone zones.
 kamdhenu
kamdhenu 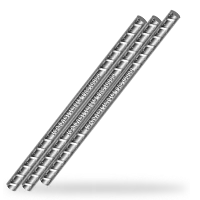 kamdhenu
kamdhenu  structural steel
structural steel kamdhenu wirebond
kamdhenu wirebond Kamdhenu
Kamdhenu Color Coated Sheets
Color Coated Sheets Pre-Engineered Buildings
Pre-Engineered Buildings kamdhenu
kamdhenu